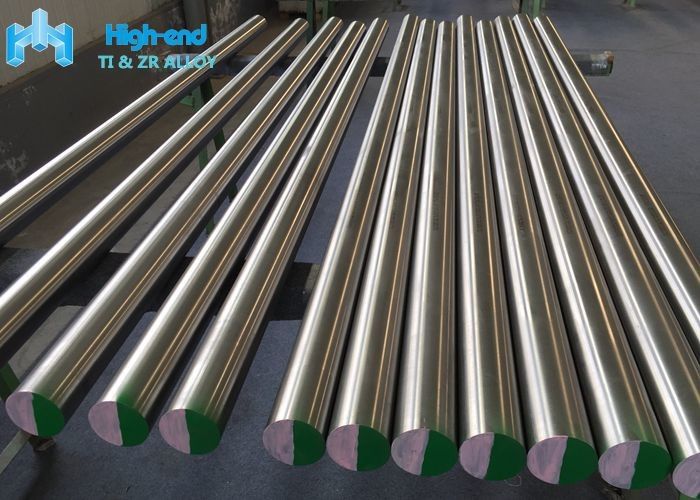
Barra redonda forjada caliente del titanio laminado en caliente de la barra del grado 2 del titanio
La tecnología tradicional de la barra del titanio es echar el titanio de la esponja en los lingotes, y después producir la barra del titanio a través del billete y balanceo el forjar. La esponja del titanio es el material más original para la producción de materiales del titanio, fundiéndolo conseguirá el lingote del titanio, el material inicial para el proceso del titanio.
El proceso de proceso de la barra del titanio del titanio de la esponja a esconder es como sigue:
(1) el electrodo de la presión, el titanio de la esponja se presiona a través el electrodo de la prensa, formando un titanio denso de la esponja que presiona el electrodo del bloque;
(2) colada en cámara de vacío, tres veces de la colada en cámara de vacío del titanio de la esponja que presiona el electrodo del bloque bajo condiciones de 1700 ~ 1800℃ y PA -103;
(3) el espacio en blanco, bajo condición de 1000℃, a través del espacio en blanco de la prensa hidráulica, y finalmente presionado en espacio en blanco cuadrado;
Debe ser observado que la alta presión reducirá la vida de la barra del titanio en curso de corte. Por lo tanto, cuando la barra del titanio es morir forjado por el método cerrado de la forja del dado, el volumen del espacio en blanco original se debe limitar estrictamente en el método cerrado de la forja del dado, que complica el proceso de la preparación. Si adoptar cerrado para morir forja se debe considerar a partir de dos aspectos del interés y de la viabilidad de proceso. La forja abierta del dado, las rebabas de la pérdida de peso en blanco del 15% al 20% de la basura de fijación con abrazadera del manufacturability de la parte (si las condiciones que forjan deben dejar esta parte) explicó el 10% del peso del metal de destello en blanco que la pérdida relativa es generalmente aumentos con la perdida de peso en blanco, un poco de estructura asimétrica, la diferencia del área es más grande, y hay difícil a las forjas locales del terraplén, el consumo de las rebabas pueden ser tan altas como el 50%. Aunque mueran el cerrados la forja no tiene ninguna pérdida de las rebabas, él es necesaria añadir más surcos de la transición para el proceso de fabricación complicado del billete, que aumentará indudablemente el coste auxiliar.
(4) para el primer balanceo, en 970 ~ 980℃, el espacio en blanco con forma cilíndrica es rodado preliminar por el laminador;
(5) el segundo balanceo, bajo condición de 950℃, con el balanceo del molino en piezas en blanco.
Hay muchos métodos rodantes, que se pueden clasificar según diversas características. Según características del flujo y de la deformación del metal, la protuberancia se puede clasificar como la protuberancia delantera, la protuberancia reversa y protuberancia especial. La protuberancia especial incluye la protuberancia hidrostática, protuberancia continua, protuberancia lateral, protuberancia combinada, protuberancia compuesta, protuberancia de la chaqueta, pelando la protuberancia, protuberancia del sello de agua, amarga muere protuberancia, protuberancia del polvo, protuberancia del semi-derretimiento, protuberancia líquida, etc.
La protuberancia según la clasificación de la temperatura, allí es protuberancia caliente, protuberancia caliente y protuberancia fría. La protuberancia caliente y la protuberancia fría son dos ramas importantes de protuberancia. La protuberancia caliente se utiliza principalmente en el sistema metalúrgico de la industria, es decir, el nombre general de la protuberancia. Protuberancia fría mecánica del uso de sistema de la industria; El desarrollo de la protuberancia caliente es relativamente atrasado y su alcance de uso es pequeño.
Forja de fusión de la prensa de aceite del → del lingote del titanio del → del vacío del → del bloque del electrodo del titanio del → de la esponja del titanio en el → rodante del → de los espacios en blanco de la barra que pela el empaquetado de pulido de recocido del → de la detección del defecto del → del producto final del → del → del → del → que se endereza
Prueba química
| Grado material |
Al |
V |
FE |
O |
C |
N |
H |
Ti |
| Gr1 |
/ |
/ |
0,106 |
0,046 |
0,017 |
0,010 |
0,001 |
Balanza |
| Gr2/UNS R50250 |
/ |
/ |
0,178 |
0,19 |
0,011 |
0,006 |
0,001 |
Balanza |
Prueba mecánica
| Grado material |
Resistencia a la tensión |
Fuerza de producción |
Alargamiento |
Reducción del área |
| Gr1 |
405 |
316 |
21 |
41 |
| Gr2 |
463 |
349 |
26 |
46 |

Ventaja de los materiales del TITANIO para los usos AEROESPACIALES
· Peso ligero
· De alta resistencia
· Alta resistencia del cansancio
· Alta resistencia térmica
 ¡Su mensaje debe tener entre 20 y 3.000 caracteres!
¡Su mensaje debe tener entre 20 y 3.000 caracteres!